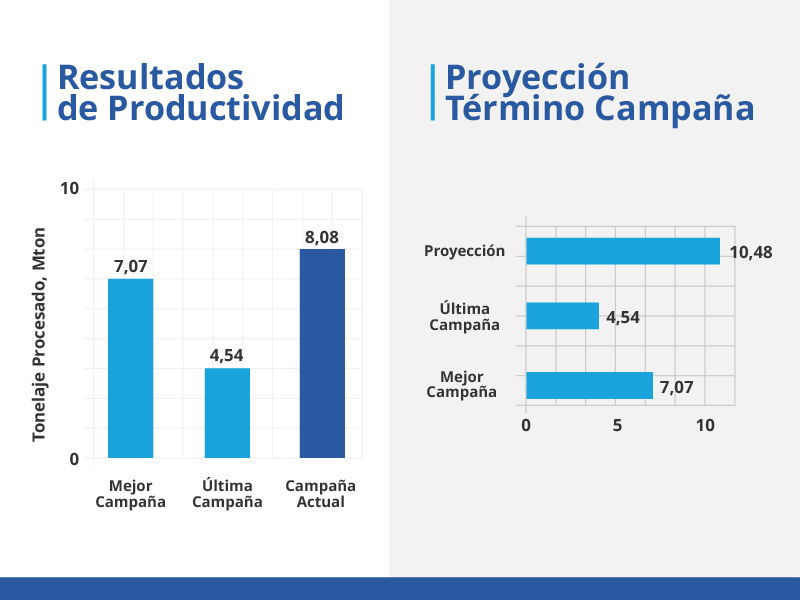
Los resultados muestran que la última campaña el equipo alcanzó una producción de 11,08 millones de toneladas, en comparación con los 4,54 millones de toneladas obtenidos en la campaña anterior con suministro OEM.
El cliente manifiesta la necesidad de mejorar el desempeño de chancador primario, debido a constantes episodios de detenciones no programadas por alza en la capacidad térmica, con la consecuente pérdida de horas de operación. Junto con ello se evidencia una variación poco predecible de la altura del poste.
En concreto, las problemáticas recurrentes que comprometían directamente la eficiencia y continuidad operativa del chancador primario eran:
Estas condiciones producían una operación altamente inestable, con dificultades para predecir el comportamiento de los revestimientos, pérdida de eficiencia en la evacuación de finos y un menor tratamiento global de mineral. En términos productivos, la planta presentaba resultados limitados en campañas anteriores, con procesamientos que no superaban los 7 millones de toneladas por campaña, disminuyendo la tasa efectiva de tratamiento.
Ante esta situación surge la oportunidad de estudiar el desgaste de los revestimientos suministrados por OEM (manto y cóncavas) y condiciones operacionales durante la campaña para mejorar la evacuación de finos y aumentar el tratamiento de mineral (tph).
A partir de un proceso riguroso de análisis, diagnóstico y diseño conjunto con el equipo de operaciones del cliente, ME Elecmetal planteó una propuesta integral orientada a mejorar radicalmente el desempeño del chancador. Esta propuesta se estructuró en torno a tres ejes estratégicos:
1.Diseño personalizado de mantos con perfil cónico. El primer cambio clave fue el rediseño de los mantos inferiores del chancador, incorporando un perfil cónico optimizado, cuya geometría permitiera:
Con este rediseño se buscaba incrementar la eficiencia del proceso de chancado, reduciendo la presión interna y aumentando la capacidad efectiva del equipo.
2. Selección avanzada de aleaciones: M3 (18% Mn). Dado el contexto mineralógico de alta abrasividad en la operación, se optó por implementar la aleación M3 (18% de manganeso) en los revestimientos, optimizada para soportar condiciones de impacto y fricción intensas. Esta aleación permitió:
3. Implementación de monitoreo con Quick Scan Crusher. Se incorporó tecnología de escaneo 3D a través del sistema Quick Scan Crusher, permitiendo un seguimiento detallado del desgaste en mantos y cóncavas, así como del aumento en la altura del poste. Este monitoreo permitió tomar decisiones informadas sobre el reemplazo de componentes y proyectar el comportamiento futuro del equipo.

Javier Cabezas, Wear Parts Category Manager de ME Elecmetal
La intervención de ME Elecmetal permitió transformar el funcionamiento del chancador primario en múltiples dimensiones. A continuación, se detallan los principales resultados:
Las alzas térmicas, que históricamente superaban el 80%, fueron reducidas a un nivel estable del 17%, lo que permitió:
La producción aumentó a 11.08 millones de toneladas por campaña, casi duplicando los 4.54 millones de toneladas logrados con la configuración anterior de revestimientos del OEM, lo que representa un impulso sustancial en la eficiencia de procesamiento y el rendimiento